Replicating Parts Using Sand Casting
 Sand-casting is done by making an impression of the shape of the part in special casting sand and filling it with molten iron. The sand is removed and the rough cast is recovered for finishing and machining.
Sand-casting is done by making an impression of the shape of the part in special casting sand and filling it with molten iron. The sand is removed and the rough cast is recovered for finishing and machining.
Casting sand is a special mix of sand, clay and other minerals. It is mixed with oils and resins that will set fairly solid over a few days, and it will hold its shape during the casting process.
The pattern maker creates the shape, often in wood, of the part to be cast. The pattern allows for the shrinkage of the metal as it cools by being about 2% larger than the final product. The sides of the pattern will have a slope, or draft, of 2 to 3 degrees from the vertical to facilitate the removal of the pattern from the sand mold. The foundry adds the channels for the molten metal and vents for out-gassing of the mold.
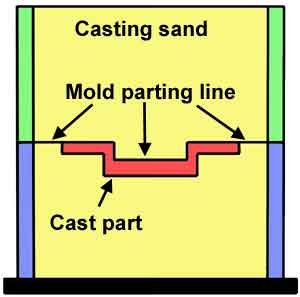
The mold consists of a lower box with sand, the drag, and an upper box with sand, the cope. The box holding the sand is the flask. The impression of the part to be cast will be at the joint of the lower part of the sand mold and the upper part.
 The pattern is placed in the top of the bottom mold and the sand is tightly packed around it. Parting dust is sprinkled on top. The upper mold frame is placed on top of the lower mold, and filled with tightly packed sand. The top mold is removed once the sand has set. The pattern is removed and the mold is re-assembled.
The pattern is placed in the top of the bottom mold and the sand is tightly packed around it. Parting dust is sprinkled on top. The upper mold frame is placed on top of the lower mold, and filled with tightly packed sand. The top mold is removed once the sand has set. The pattern is removed and the mold is re-assembled.
 The shape of the part determines where the channels and vent are, to ensure all the cavities of the mold are filled with metal. When the part has voids that cannot be created by a simple pattern, a core is made from the same sand in a separate pattern and is inserted in the mold.
The shape of the part determines where the channels and vent are, to ensure all the cavities of the mold are filled with metal. When the part has voids that cannot be created by a simple pattern, a core is made from the same sand in a separate pattern and is inserted in the mold.
Certain parts on the John Oxley are made from cast-iron. They include valves, engine casings, pipe manifolds and others. Wear and tear over time has left its mark on some of these and need replacement. One of them is a bilge manifold.
The process starts by making a drawing of the required pattern. The bilge manifold has cavities that require cores to be made, to create the voids inside the part. Voids include the ports of the pipes and the return for the cover plates.
 The external shape and dimension is made in one solid wood shape or pattern, representing the external wall of the manifold. It is split in two along its centre line. The internal shape, or core, is a hollow pattern for making a sand cast that can be used as a core. The pattern is split along the center line to recover the sand core. The core is re-enforced with 1/4 inch rods and baked to harden it.
The external shape and dimension is made in one solid wood shape or pattern, representing the external wall of the manifold. It is split in two along its centre line. The internal shape, or core, is a hollow pattern for making a sand cast that can be used as a core. The pattern is split along the center line to recover the sand core. The core is re-enforced with 1/4 inch rods and baked to harden it.
The internal shape and dimension of the core pattern is of the same shape and dimension as the void of the manifold. The differences in dimensions between the external shape pattern and the shape of the core represents the wall thickness of the final product.

 Half of the external shape is impressed in the bottom mold and half in the top mold. It is removed and the core sand-cast is placed in the cavity. The foundry adds appropriate channels and vents. The sand is hardened over a few days before the metal is poured.
Half of the external shape is impressed in the bottom mold and half in the top mold. It is removed and the core sand-cast is placed in the cavity. The foundry adds appropriate channels and vents. The sand is hardened over a few days before the metal is poured.
A number of websites provide further information on sand-casting in aluminium, bronze and iron at Homemade Motorcycle Parts, You Can Cast Iron, to name a few.