Replicating Hull Plates
 After more than 75 years of service, many of the John Oxley hull plates are past their “use-by-date”. In some places the plate thickness has been reduced by 90%. The worst area is at the seawater and air interface. In the main hold and the boiler room, the corrosion was mainly from the inside out due to corrosive fluids and coal.
After more than 75 years of service, many of the John Oxley hull plates are past their “use-by-date”. In some places the plate thickness has been reduced by 90%. The worst area is at the seawater and air interface. In the main hold and the boiler room, the corrosion was mainly from the inside out due to corrosive fluids and coal.
Many plates will be replaced to bring the ship within Survey for operational duties.
The process starts by burning off the head of the rivet with an oxy-acetylene torch. Next a hole is burned through the center of the rivet shank. The rivet is then punched out using a punch that is a fraction smaller in diameter than the rivet shank.
Temporary bolts are put into place to hold the plate till all the rivets have been removed. The plate is lowered to the dock using shackles and chain blocks. It is then moved to the workshop.

The plate is marked with its strake letter, its sequence number in the strake, from the stern forward, and port or starboard.
 The forklift truck is run a few times over the plate if it has a significant curve in it. Care must be taken that a weakened plate does not loose its shape and dimensions. The old plate is then laid onto a new steel sheet and used as a template to mark the new sheet.
The forklift truck is run a few times over the plate if it has a significant curve in it. Care must be taken that a weakened plate does not loose its shape and dimensions. The old plate is then laid onto a new steel sheet and used as a template to mark the new sheet.
Where the curvature of the plate is too great, as with a complex curve, the plate is flattened differently. The plate is put on a strong frame. Long bolts are inserted through rivet holes in the middle of the plate to angle iron “strongbacks” beneath the frame. The bolts are progressively tightened while either heat is applied along lines in the long axis of the plate, or the plate has slots cut to break its back. In this way the plate can be made almost flat before duplication of its holes and dimensions.
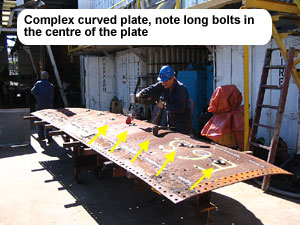 A similar procedure is used to put the complex shape into the new plate, but in reverse. The plate is placed on the frame supported along the long edges on timber slats. The long bolts are placed through holes in the centre of the plate and threaded into the strongbacks and tightened. An oxy-acetylene torch is run along the plate to bend it and quenched with water to shrink the steel into the shape required. Sufficient curvature can be achieved this way to fit the plate to the hull frames and pull the plate into shape with bolts. Over time the plate will relax into its final shape. The image shows the lines from the torch.
A similar procedure is used to put the complex shape into the new plate, but in reverse. The plate is placed on the frame supported along the long edges on timber slats. The long bolts are placed through holes in the centre of the plate and threaded into the strongbacks and tightened. An oxy-acetylene torch is run along the plate to bend it and quenched with water to shrink the steel into the shape required. Sufficient curvature can be achieved this way to fit the plate to the hull frames and pull the plate into shape with bolts. Over time the plate will relax into its final shape. The image shows the lines from the torch.
The plate expansion of the original ship design called for different plate thicknesses, depending on the calculated stresses expected in a particular part of the hull.
 Reducing the thickness where it was not needed saved money. The thicknesses ranged from 0.32 inch (8 mm) to 0.40 inch (10 mm). All the plates used in the restoration are 10 mm, mainly for simplicity and better pricing.
Reducing the thickness where it was not needed saved money. The thicknesses ranged from 0.32 inch (8 mm) to 0.40 inch (10 mm). All the plates used in the restoration are 10 mm, mainly for simplicity and better pricing.
The cut new plate is placed on the drill table and the old plate is clamped on top of it. All the holes are drilled using the old plate holes as a template. The drill diameter is 13/16 inch for the mainly 3/4 inch rivets used in the hull plates. The holes are 17/16 inch for the 1 inch rivet used where the plates are joined to the stem or bar keel
The holes are countersunk only when there is a rivet head in that position. Holes under an overlap are not countersunk. A rivet head in a countersunk hole offers less resistance to the water flowing past and seals better.
The new plate is returned to the ship and temporary fixed in place with bolts to pull it into place prior to riveting.
In the John Oxley, the plates of the strakes are lapped and do not have the butt joints like on the Waratah or the James Craig, apart from “A”-strake. Wedges are placed to fill the gaps where the plates join.