Bending Bar Keel Flanges On A-Strake
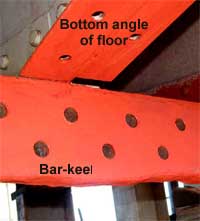 Considerable thought and experimentation went into bending the Garboard or A-strake. The plate needs an down-turned flange to match the bar-keel. The angle of the bar-keel flange ranges from 30 degrees to near 90 degrees and varies over the length of the plate.
Considerable thought and experimentation went into bending the Garboard or A-strake. The plate needs an down-turned flange to match the bar-keel. The angle of the bar-keel flange ranges from 30 degrees to near 90 degrees and varies over the length of the plate.
Without a furnace large enough for a plate measuring up to 6m in length and 2m in width, it was decided to cold bend the plate. The description below is the result of our experience and the final form of the bending process and equipment.
 As is common in any process, when you have completed the task you know exactly how you should have done it in the first place.
As is common in any process, when you have completed the task you know exactly how you should have done it in the first place.
A plate bending table was constructed. Along one edge was welded a 4 inch angle at 45 degrees to the horizontal table level. It had an overhead beam with carriage to suspend the large G-clamp with a 50 ton hydraulic ram.
 The lower arm of the G-clamp was fitted with with a disc adaptor to fit the fabricated groove beneath the 4 inch angle. The upper arm was fitted with 90 degree tool that fitted the bending groove and about 5 inches long.
The lower arm of the G-clamp was fitted with with a disc adaptor to fit the fabricated groove beneath the 4 inch angle. The upper arm was fitted with 90 degree tool that fitted the bending groove and about 5 inches long.
 To withstand the forces of the bending process, the angle bar of the pressing groove was re-enforced every 6 inches with a triangular gusset to the flat bar below. This flat bar had ridges welded to the edge to provide a groove for the lower arm of the G-clamp
To withstand the forces of the bending process, the angle bar of the pressing groove was re-enforced every 6 inches with a triangular gusset to the flat bar below. This flat bar had ridges welded to the edge to provide a groove for the lower arm of the G-clamp
The plate is held in position on the bending groove by a retaining bar welded on the bending line of the plate. The bar meshed with a groove in a tool clamped to the bending groove. The plate can move freely in the vertical direction but not horizontally.

 Angle templates were made of the old plate and used to determine the required angle on the new plate. Generally, the angle varies from one end of the plate to the other. The plate was bend about 10 degrees per pass from one end to the other, to avoid the plate from wrinkling. For a near 90 degree bend we made 8 or 9 passes. As the plate angled up from the bending process, it was chocked-up by timber wedges to maintain equal angles of the flange and the plate.
Angle templates were made of the old plate and used to determine the required angle on the new plate. Generally, the angle varies from one end of the plate to the other. The plate was bend about 10 degrees per pass from one end to the other, to avoid the plate from wrinkling. For a near 90 degree bend we made 8 or 9 passes. As the plate angled up from the bending process, it was chocked-up by timber wedges to maintain equal angles of the flange and the plate.

The volunteer team in action.
Main images provided by John Atkinson.